اختبارات
نتحكم في جودة المنتج النهائي عن طريق التحكم في الدقة الأبعاد وإجراء الاختبارات الوظيفية على المنتج.
السيطرة على الدقة الأبعاد
سيكون لكل مكون منتج تسامح, ونطاق التسامح هو انعكاس لدقة الأبعاد.
التحكم الدقة في الآلة
سيؤدي قطع المنتجات باستخدام أدوات القطع المختلفة والآلات إلى نطاقات تحمل مختلفة. من أجل التحكم في نطاق التسامح هذا, نستخدم آلات قطع الليزر ل السيطرة على التسامح داخل +/- 0.5M, بعض ضمن 0.3 مم, للحصول على الملحقات بمتطلبات صارمة. يتم التحكم في نطاق التسامح مرة واحدة في المصدر باستخدام الجهاز.
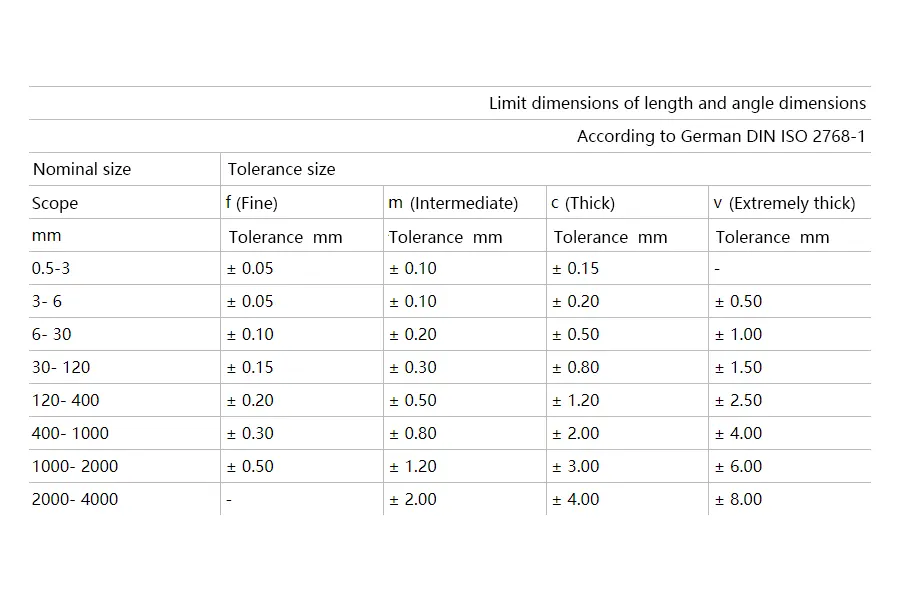
على سبيل المثال, يتطلب العميل الألماني أن يستوفي طول التسامح مع متطلبات DIN ISO 2768-1. يجب القيام بذلك من مصدر العملية من أجل تلبية هذا المطلب.

اختبار على ملاءمة الأجزاء
سنحدد قيمة التسامح للأجزاء الواردة والتفتيش الوارد, إذا تجاوز, سنعيد البضائع ونطلب من موردينا القيام بذلك مرة أخرى.
على سبيل المثال, سوف نستخدم شرائح تحمل الكرة, نطلب سمك التثبيت هو 12.7 ملم +/- 0.2مم, سنقوم بتوحيد المورد لمنحنا التسامح الإيجابي أو السلبي, 12.5من ملم إلى 12.7 ملم أو التسامح الإيجابي 12.7 إلى 12.9mm, إذا كان موردنا تسامحًا إيجابيًا, تسامح سلبي, بحيث يكون عرض تركيب تسامح السلة لدينا. سيؤدي ذلك إلى تسامح عرض التثبيت في سلة السحب لدينا أكثر من 0.4 مم, وبعد ذلك سيؤدي ذلك إلى سلة السحب ليست سلسة وكذلك تجربة المستخدم.
اختبار على الوظيفة
بعد تجميع المنتجات, يتم تثبيتها في الخزانات فورًا لاختبار التعب الحامل. يتم اختبار قضبان التخزين في غرفة السحب والفحص بواسطة SGS ل 50,000 مرات. سوف يقوم Bene بإجراء اختبارات الحمل وكذلك التعب للتجميع الثاني. وسيوفر أيضًا تقرير اختبار متاح على القضبان.

اختبار السطح على CR3 و CR6
Bene لديها معدات مختبر مهنية وموظفين لاختبار CR3/CR6, ويتحكم بدقة ودقة الاختبار.
- طريقة تحليل المادة المحمض: هذه الطريقة تتأكسد CR3 و CR6 على سطح المنتج إلى CRO42- و CR2O72- أيونات, ثم يحدد المحتوى بواسطة قياس الطيف أو معايرة الجهد.
- طريقة معايرة كرومات البوتاسيوم: يتم تنفيذ هذه الطريقة عن طريق رش محلول كرومات البوتاسيوم على سطح المنتج وتقليل CR6 إلى CR3 مع ثيوسلفات الصوديوم, ثم تحديد محتوى CR3 عن طريق معايرة نترات الفضة أو معايرة الجهد.
- أيون كروماتوجرافيا: تستخدم هذه الطريقة كروماتوجرافيا أيون لتحليل محتوى CR3 و CR6 على سطح المنتج.
اختبار السطح على سمك الطلاء
سوف يتضمن سطح المنتجات عدة أسطح من طلاء الكروم, التحليل الكهربائي, طلاء المسحوق وأكسدة الأجزاء.