Testing
We control the quality of the finished product by controlling the dimensional precision and performing functional tests on the product.
Dimensional Precision Control
Each product component will have tolerances, and the tolerance range is a reflection of dimensional precision.
Machine precision control
Product cutting with different cutting tools and machines will result in different tolerance ranges. In order to control this tolerance range, we use laser cutting machines to control the tolerance within +/-0.5m, some within 0.3mm, for accessories with strict requirements. The tolerance range is controlled once at the source using the machine.
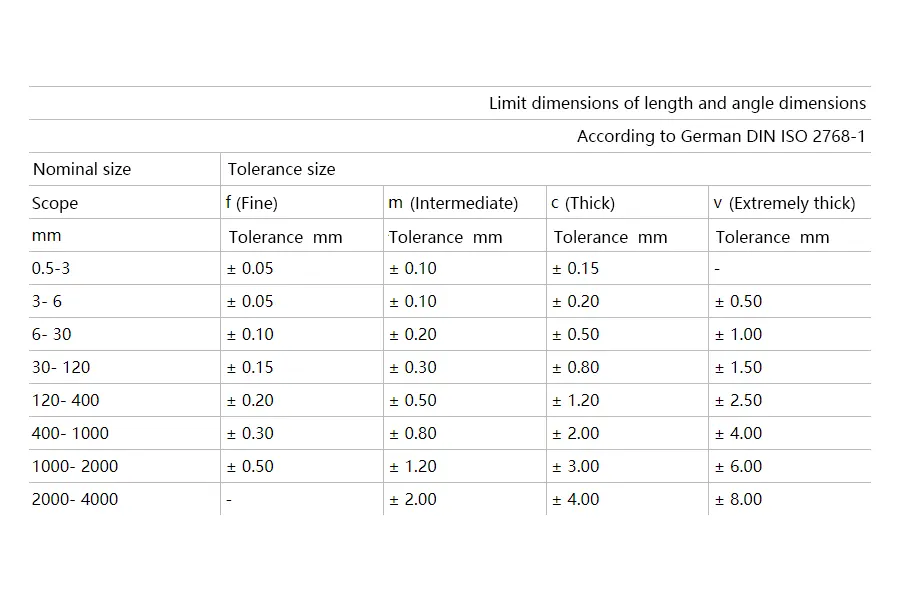
For example, the German customer requires that the length tolerance meets the requirements of DIN ISO 2768-1. This would have to be done from the source of the process in order to meet this requirement.

Testing on Fit of Parts
We will specify the tolerance value of incoming parts and incoming inspection, if it exceeds, we will return the goods and ask our suppliers to do it again.
For example, we will use ball bearing slides, we require the thickness of the installation is 12.7mm +/- 0.2mm, we will unify the supplier to give us positive or negative tolerance, 12.5mm to 12.7mm or positive tolerance 12.7 to 12.9mm, if our supplier a positive tolerance, a negative tolerance, so that the width of the installation of our basket tolerance. This will lead to the installation width tolerance of our pull-out basket more than 0.4mm, and then this will lead to the pull-out basket is not smooth as well as the user experience.
Testing on Function
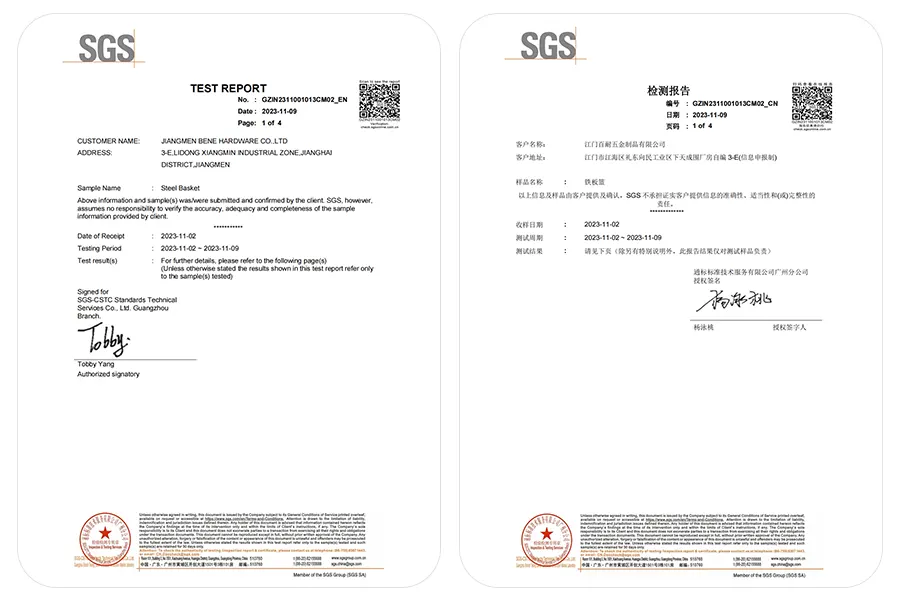
After the products are assembled, they are installed in the cabinets immediately for load-bearing fatigue testing. The storage rails of the pull-out and examination room are fatigue tested by SGS for 50,000 times. Bene will perform the load-bearing as well as fatigue tests for the second assembly. And also will provide a test report available on the rails.

Surface Testing on Cr3 and Cr6
Bene has professional laboratory equipment and personnel for Cr3/Cr6 testing, and strictly controls the accuracy and precision of the testing.
- Acidified matter analysis method: This method oxidizes Cr3 and Cr6 on the product surface to CrO42- and Cr2O72- ions, and then determines the content by spectrophotometry or potentiometric titration.
- Potassium chromate titration method: This method is performed by spraying potassium chromate solution onto the product surface and reducing Cr6 to Cr3 with sodium thiosulfate, and then determining the Cr3 content by silver nitrate titration or potentiometric titration.
- Ion chromatography: This method uses an ion chromatograph to analyze the Cr3 and Cr6 ion content on the product surface.
Surface Testing on Plating Thickness
The surface of the products will involve several surfaces of chrome plating, electrolysis, powder coating and oxidation of the parts.