परिक्षण
हम आयामी सटीकता को नियंत्रित करके और उत्पाद पर कार्यात्मक परीक्षणों को नियंत्रित करके तैयार उत्पाद की गुणवत्ता को नियंत्रित करते हैं.
आयामी परिशुद्धता नियंत्रण
प्रत्येक उत्पाद घटक में सहिष्णुता होगी, और सहिष्णुता सीमा आयामी परिशुद्धता का प्रतिबिंब है.
मशीन परिशुद्धता नियंत्रण
अलग -अलग कटिंग टूल और मशीनों के साथ उत्पाद कटिंग के परिणामस्वरूप अलग -अलग सहिष्णुता रेंज होगी. इस सहिष्णुता सीमा को नियंत्रित करने के लिए, हम लेजर कटिंग मशीनों का उपयोग करते हैं +/- 0.5 मीटर के भीतर सहिष्णुता को नियंत्रित करें, 0.3 मिमी के भीतर कुछ, सख्त आवश्यकताओं के साथ सामान के लिए. सहिष्णुता सीमा को मशीन का उपयोग करके स्रोत पर एक बार नियंत्रित किया जाता है.
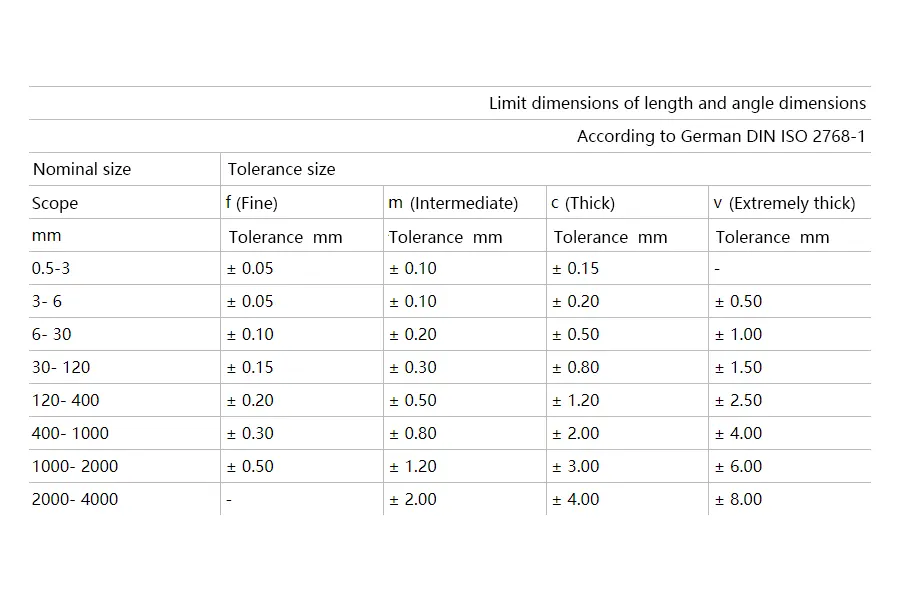
उदाहरण के लिए, जर्मन ग्राहक को यह आवश्यक है कि लंबाई सहिष्णुता DIN ISO की आवश्यकताओं को पूरा करती है 2768-1. यह इस आवश्यकता को पूरा करने के लिए प्रक्रिया के स्रोत से किया जाना होगा.

भागों के फिट पर परीक्षण
हम आने वाले भागों और आने वाले निरीक्षण के सहिष्णुता मूल्य को निर्दिष्ट करेंगे, यदि यह अधिक है, हम सामान लौटाएंगे और अपने आपूर्तिकर्ताओं को इसे फिर से करने के लिए कहेंगे.
उदाहरण के लिए, हम बॉल बेयरिंग स्लाइड का उपयोग करेंगे, हमें स्थापना की मोटाई की आवश्यकता है 12.7 मिमी है +/- 0.2मिमी, हम हमें सकारात्मक या नकारात्मक सहिष्णुता देने के लिए आपूर्तिकर्ता को एकजुट करेंगे, 12.5मिमी से 12.7 मिमी या सकारात्मक सहिष्णुता 12.7 से 12.9 मिमी, अगर हमारे आपूर्तिकर्ता एक सकारात्मक सहिष्णुता, एक नकारात्मक सहिष्णुता, ताकि हमारी टोकरी सहिष्णुता की स्थापना की चौड़ाई. इससे हमारी पुल-आउट टोकरी की स्थापना चौड़ाई सहिष्णुता 0.4 मिमी से अधिक हो जाएगी, और फिर यह पुल-आउट टोकरी को जन्म देगा, साथ ही उपयोगकर्ता अनुभव के साथ-साथ चिकनी भी नहीं है.
समारोह पर परीक्षण
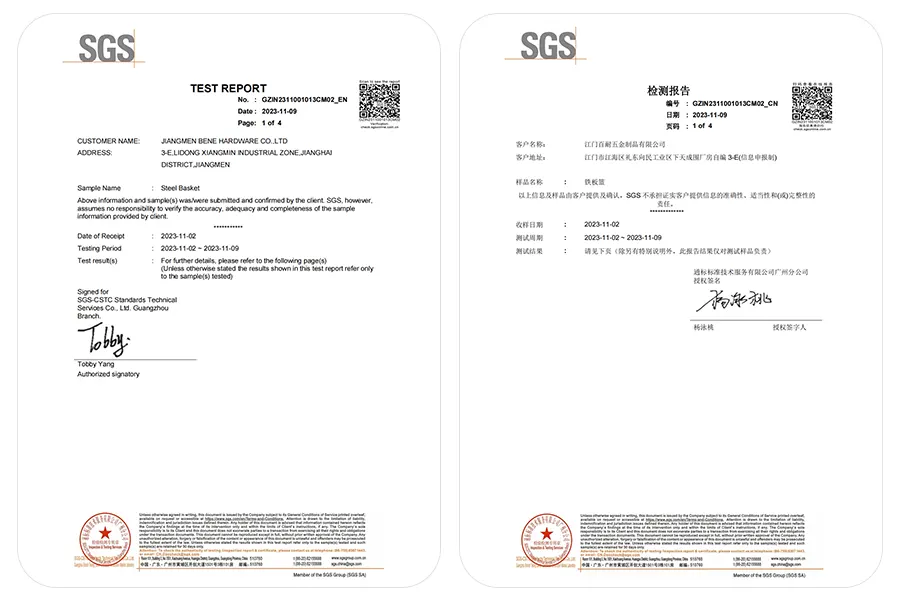
उत्पादों को इकट्ठा करने के बाद, वे लोड-असर थकान परीक्षण के लिए तुरंत अलमारियाँ में स्थापित किए जाते हैं. पुल-आउट और परीक्षा कक्ष के भंडारण रेल थकान का परीक्षण किया जाता है के लिए sgs द्वारा 50,000 टाइम्स. बेने लोड-असर के साथ-साथ दूसरी विधानसभा के लिए थकान परीक्षण भी करेंगे. और रेल पर उपलब्ध एक परीक्षण रिपोर्ट भी प्रदान करेगा.

CR3 और CR6 पर सतह परीक्षण
Bene के पास CR3/CR6 परीक्षण के लिए पेशेवर प्रयोगशाला उपकरण और कार्मिक हैं, और परीक्षण की सटीकता और सटीकता को सख्ती से नियंत्रित करता है.
- अम्लीकृत पदार्थ विश्लेषण विधि: यह विधि CRO42 के लिए उत्पाद की सतह पर CR3 और CR6 को ऑक्सीकरण करती है- और CR2O72- आयनों, और फिर स्पेक्ट्रोफोटोमेट्री या पोटेंशियोमेट्रिक अनुमापन द्वारा सामग्री निर्धारित करता है.
- पोटेशियम क्रोमेट अनुमापन विधि: यह विधि उत्पाद की सतह पर पोटेशियम क्रोमेट समाधान का छिड़काव करके और सोडियम थायोसल्फेट के साथ CR6 को CR3 को कम करके किया जाता है, और फिर सिल्वर नाइट्रेट अनुमापन या पोटेंशियोमेट्रिक अनुमापन द्वारा CR3 सामग्री का निर्धारण करना.
- आयन क्रोमैटोग्राफी: यह विधि उत्पाद की सतह पर CR3 और CR6 आयन सामग्री का विश्लेषण करने के लिए एक आयन क्रोमैटोग्राफ का उपयोग करती है.
चढ़ाना मोटाई पर सतह परीक्षण
उत्पादों की सतह में क्रोम चढ़ाना की कई सतह शामिल होगी, इलेक्ट्रोलीज़, पाउडर कोटिंग और भागों का ऑक्सीकरण.