Test
Controlliamo la qualità del prodotto finito controllando la precisione dimensionale ed eseguendo test funzionali sul prodotto.
Controllo di precisione dimensionale
Ogni componente del prodotto avrà tolleranze, e l'intervallo di tolleranza è un riflesso della precisione dimensionale.
Controllo di precisione della macchina
Il taglio del prodotto con diversi utensili da taglio e macchine si tradurrà in diverse gamme di tolleranza. Al fine di controllare questa gamma di tolleranza, Usiamo le macchine da taglio laser per Controlla la tolleranza in +/- 0,5 m, Alcuni entro 0,3 mm, per accessori con requisiti rigorosi. L'intervallo di tolleranza è controllato una volta all'origine utilizzando la macchina.
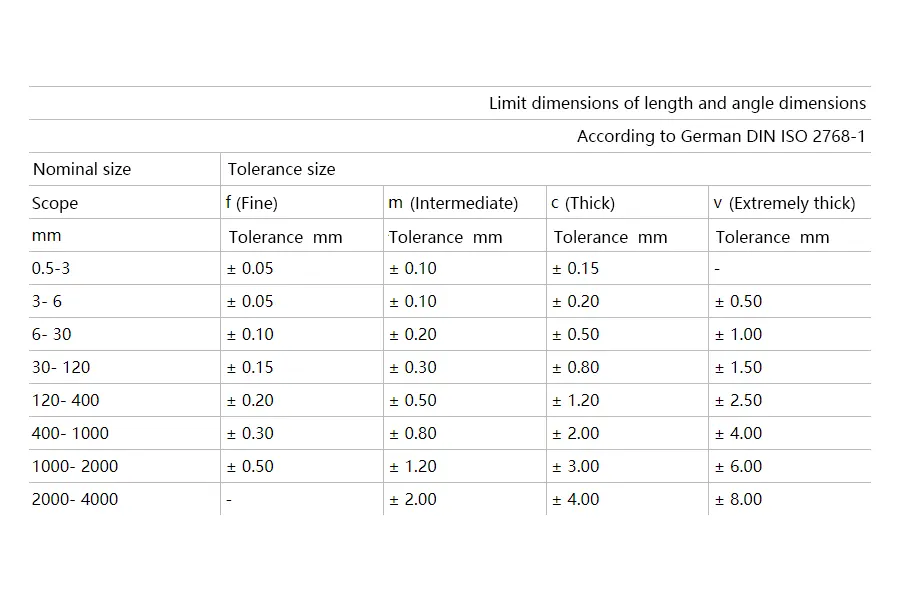
Per esempio, Il cliente tedesco richiede che la tolleranza di lunghezza soddisfi i requisiti di DIN ISO 2768-1. Ciò dovrebbe essere fatto dalla fonte del processo per soddisfare questo requisito.

Test sulla vestibilità delle parti
Specificheremo il valore di tolleranza delle parti in arrivo e dell'ispezione in arrivo, Se supera, Restituiremo la merce e chiederemo ai nostri fornitori di farlo di nuovo.
Per esempio, Useremo le diapositive del cuscinetto a sfera, Richiediamo che lo spessore dell'installazione è 12,7 mm +/- 0.2mm, Unificheremo il fornitore per darci una tolleranza positiva o negativa, 12.5mm a 12,7 mm o tolleranza positiva 12.7 a 12,9 mm, Se il nostro fornitore una tolleranza positiva, una tolleranza negativa, in modo che la larghezza dell'installazione della nostra tolleranza. Ciò porterà alla tolleranza alla larghezza dell'installazione del nostro cestino estraibile più di 0,4 mm, E poi questo porterà al cestino estraibile non è liscio e l'esperienza utente.
Test sulla funzione
Dopo che i prodotti sono stati assemblati, Sono installati immediatamente negli armadi per test di fatica con carico. Le guide di stoccaggio della sala estraibile ed esame sono testate dalla fatica di SGS per 50,000 volte. Bene eseguirà i test di carico e di fatica per il secondo assemblaggio. E fornirà anche un rapporto di prova disponibile sui binari.

Test di superficie su CR3 e CR6
Bene ha attrezzature e personale di laboratorio professionali per i test CR3/CR6, e controlla rigorosamente l'accuratezza e la precisione del test.
- Metodo di analisi della materia acidificata: Questo metodo ossida CR3 e CR6 sulla superficie del prodotto a CRO42- e CR2O72- ioni, e quindi determina il contenuto mediante spettrofotometria o titolazione potenziometrica.
- Metodo di titolazione del cromato di potassio: Questo metodo viene eseguito spruzzando la soluzione di cromato di potassio sulla superficie del prodotto e riducendo CR6 a CR3 con tiosolfato di sodio, e quindi determinare il contenuto di CR3 mediante titolazione del nitrato d'argento o titolazione potenziometrica.
- Cromatografia ionica: Questo metodo utilizza un cromatografo ionico per analizzare il contenuto di ioni CR3 e CR6 sulla superficie del prodotto.
Test di superficie sullo spessore della placcatura
La superficie dei prodotti coinvolgerà diverse superfici di placcatura cromata, elettrolisi, rivestimento in polvere e ossidazione delle parti.