Essai
Nous contrôlons la qualité du produit fini en contrôlant la précision dimensionnelle et en effectuant des tests fonctionnels sur le produit.
Contrôle de précision dimensionnel
Chaque composant de produit aura des tolérances, et la plage de tolérance est le reflet de la précision dimensionnelle.
Contrôle de précision de la machine
La coupe de produits avec différents outils et machines de coupe entraînera des plages de tolérance différentes. Afin de contrôler cette plage de tolérance, Nous utilisons des machines de coupe laser pour contrôler la tolérance dans +/- 0,5 m, Certains à moins de 0,3 mm, Pour les accessoires avec des exigences strictes. La plage de tolérance est contrôlée une fois à la source à l'aide de la machine.
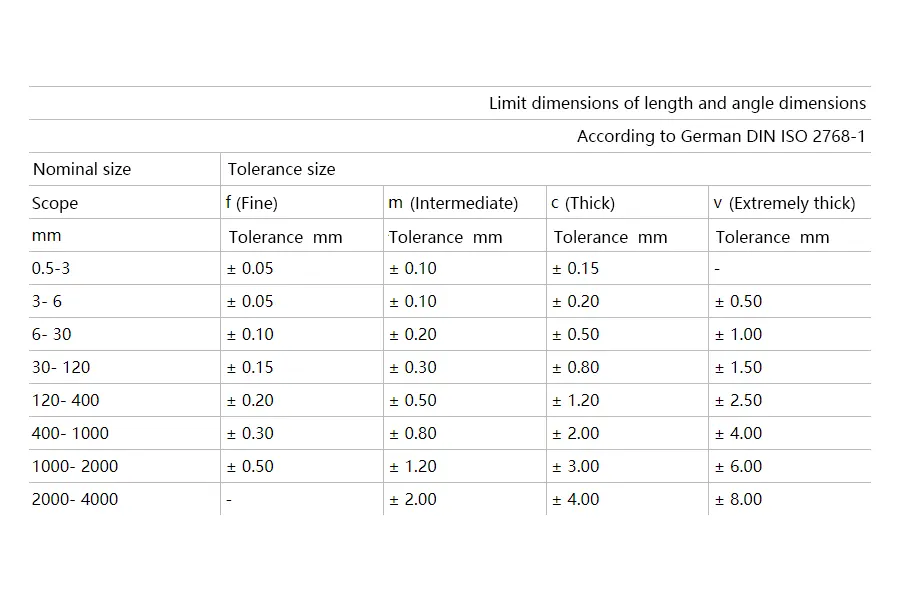
Par exemple, Le client allemand exige que la tolérance à la longueur répond aux exigences de DIN ISO 2768-1. Cela devrait être fait à partir de la source du processus afin de répondre à cette exigence.

Tester sur l'ajustement des pièces
Nous spécifierons la valeur de tolérance des pièces entrantes et l'inspection entrante, S'il dépasse, Nous retournerons les marchandises et demanderons à nos fournisseurs de le refaire.
Par exemple, Nous utiliserons les diapositives de roulement à billes, Nous avons besoin de l'épaisseur de l'installation est de 12,7 mm +/- 0.2mm, Nous unifierons le fournisseur pour nous donner une tolérance positive ou négative, 12.5mm à 12,7 mm ou tolérance positive 12.7 à 12,9 mm, Si notre fournisseur est une tolérance positive, une tolérance négative, de sorte que la largeur de l'installation de notre tolérance au panier. Cela conduira à la tolérance à la largeur d'installation de notre panier de retrait de plus de 0,4 mm, Et puis cela conduira au panier de retrait n'est pas fluide et l'expérience utilisateur.
Test sur la fonction
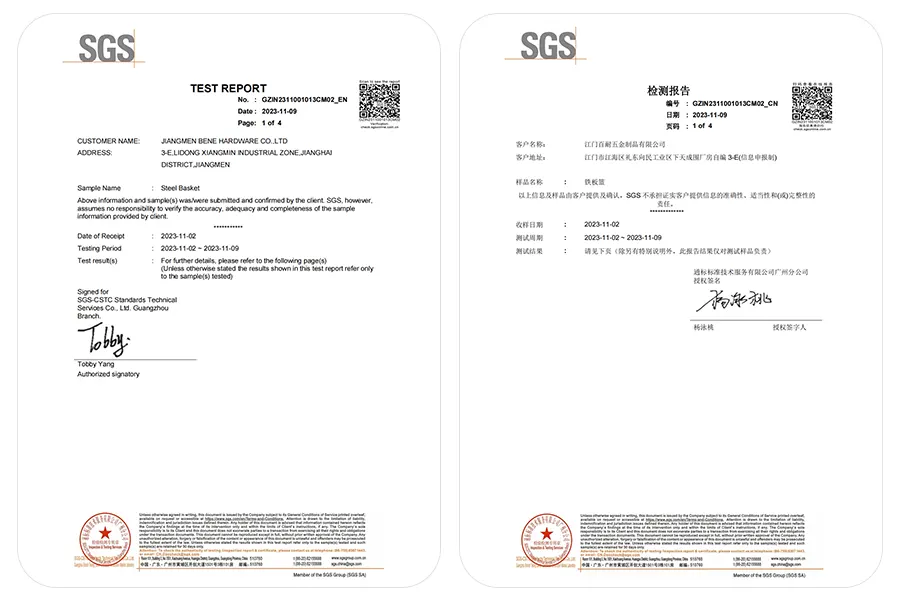
Une fois les produits assemblés, Ils sont installés immédiatement dans les armoires pour les tests de fatigue porteurs de charge. Les rails de stockage de la salle de retrait et d'examen sont testés en fatigue par SGS pour 50,000 fois. Bene effectuera les tests de charge et de fatigue pour le deuxième assemblage. Et fournira également un rapport de test disponible sur les rails.

Test de surface sur CR3 et CR6
Bene a un équipement de laboratoire professionnel et du personnel pour les tests CR3 / CR6, et contrôle strictement la précision et la précision des tests.
- Méthode d'analyse de la matière acidifiée: Cette méthode oxyde CR3 et CR6 sur la surface du produit à CRO42- et CR2O72- ions, puis détermine le contenu par spectrophotométrie ou titrage potentiométrique.
- Méthode de titration de chromate de potassium: Cette méthode est effectuée en pulvérisant une solution de chromate de potassium sur la surface du produit et en réduisant le CR6 à CR3 avec du thiosulfate de sodium, puis déterminer la teneur en CR3 par titrage de nitrate d'argent ou titrage potentiométrique.
- Chromatographie ionique: Cette méthode utilise un chromatographe ion pour analyser la teneur en ions CR3 et CR6 sur la surface du produit.
Tests de surface sur l'épaisseur du placage
La surface des produits impliquera plusieurs surfaces de placage chromé, électrolyse, revêtement en poudre et oxydation des pièces.