家
テスト
製品の寸法精度管理や機能テストを実施し、完成品の品質を管理しています。.
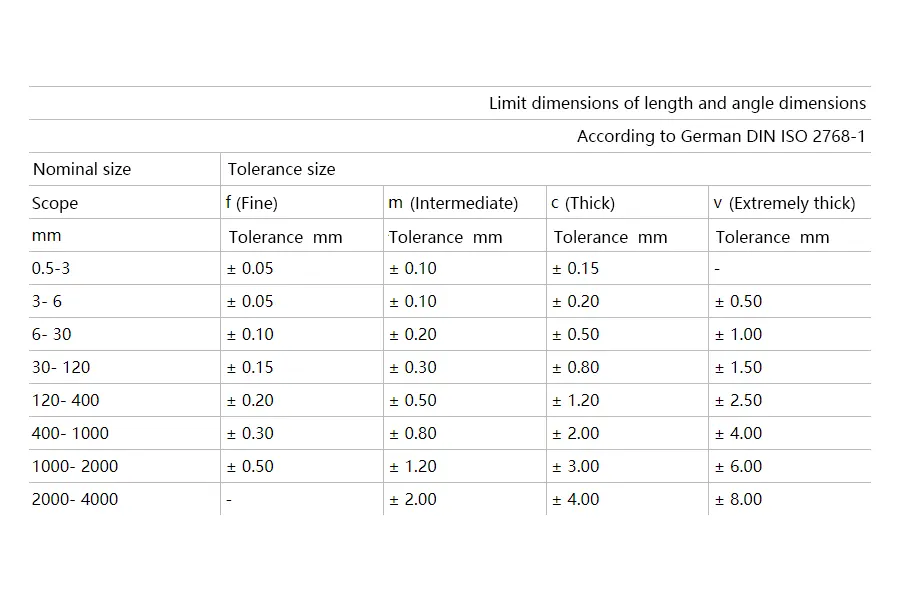
各製品コンポーネントには公差があります, 公差範囲は寸法精度を反映します。.
異なる切削工具や機械を使用して製品を切削すると、公差範囲も異なります。. この許容範囲を制御するには, 私たちはレーザー切断機を使用して、 +/-0.5m以内の許容誤差を制御, 一部0.3mm以内, 厳格な要件を持つアクセサリ用. 許容範囲は、機械を使用してソースで一度制御されます.
例えば, ドイツの顧客は、長さの公差が DIN ISO の要件を満たすことを要求しています。 2768-1. この要件を満たすには、プロセスのソースからこれを実行する必要があります。.
受入部品および受入検査の公差値を指定します。, それを超えた場合, 商品を返品し、サプライヤーに再度返品するよう依頼します.
例えば, ボールベアリングスライドを使用します, 取り付けの厚さは12.7mmである必要があります +/- 0.2mm, サプライヤーを統一してプラスまたはマイナスの許容差を提供します, 12.5mm ~ 12.7mm または正の公差 12.7 12.9mmまで, 当社のサプライヤーがプラスの許容誤差を持っている場合, 負の許容誤差, バスケットの取り付け幅が公差になるように. これにより、引き出しバスケットの取り付け幅の公差は 0.4 mm 以上になります。, これにより、引き出しバスケットがスムーズでなくなり、ユーザーエクスペリエンスも低下します.
製品組み立て後, それらは耐荷重疲労試験のためにすぐにキャビネットに設置されます. 引き出し室と検査室の保管レールは疲労試験済み SGSによる 50,000 回. ベネは、2 番目のアセンブリの耐荷重テストと疲労テストを実行します。. また、レール上で利用可能なテストレポートも提供します.
Bene には、Cr3/Cr6 試験のための専門的な実験室設備と人材がいます。, 検査の精度と精度を厳密に管理します.
製品の表面には複数のクロムメッキが施されています。, 電解, 部品の粉体塗装と酸化.