Testen
Wir kontrollieren die Qualität des Endprodukts, indem wir die Maßgenauigkeit kontrollieren und Funktionstests am Produkt durchführen.
Dimensionspräzisionskontrolle
Für jede Produktkomponente gelten Toleranzen, und der Toleranzbereich spiegelt die Maßgenauigkeit wider.
Maschinenpräzisionssteuerung
Das Schneiden von Produkten mit unterschiedlichen Schneidwerkzeugen und Maschinen führt zu unterschiedlichen Toleranzbereichen. Um diesen Toleranzbereich zu kontrollieren, Wir verwenden dazu Laserschneidmaschinen Kontrollieren Sie die Toleranz innerhalb von +/-0,5 m, einige innerhalb von 0,3 mm, für Zubehör mit strengen Anforderungen. Der Toleranzbereich wird einmalig an der Quelle maschinell kontrolliert.
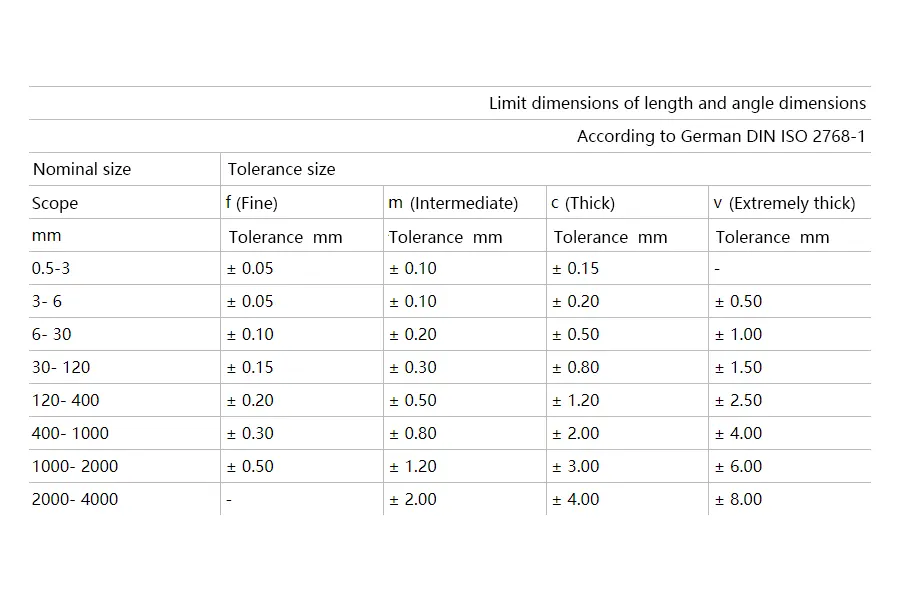
Zum Beispiel, Der deutsche Kunde verlangt, dass die Längentoleranz den Anforderungen der DIN ISO entspricht 2768-1. Um diese Anforderung zu erfüllen, müsste dies von der Quelle des Prozesses aus erfolgen.

Prüfung der Passgenauigkeit von Teilen
Wir legen den Toleranzwert der eingehenden Teile und der Eingangskontrolle fest, wenn es darüber hinausgeht, Wir werden die Ware zurücksenden und unsere Lieferanten bitten, dies erneut zu tun.
Zum Beispiel, Wir werden kugelgelagerte Schlitten verwenden, Wir benötigen eine Dicke der Installation von 12,7 mm +/- 0.2mm, Wir werden den Lieferanten vereinheitlichen, um uns eine positive oder negative Toleranz zu geben, 12.5mm bis 12,7 mm oder positive Toleranz 12.7 bis 12,9 mm, wenn unser Lieferant eine positive Toleranz aufweist, eine negative Toleranz, so dass die Breite des Einbaus unserer Korbtoleranz entspricht. Dies führt dazu, dass die Einbaubreitentoleranz unseres Auszugskorbs mehr als 0,4 mm beträgt, Dies führt dann dazu, dass der ausziehbare Korb nicht reibungslos läuft und das Benutzererlebnis beeinträchtigt wird.
Funktionstest
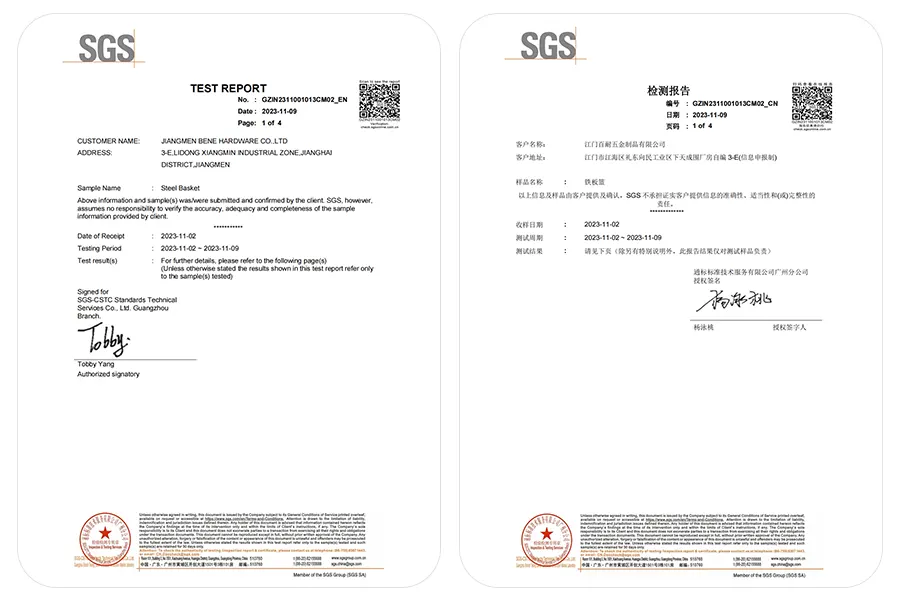
Nachdem die Produkte zusammengebaut sind, Sie werden sofort zur Belastungsermüdungsprüfung in die Schränke eingebaut. Die Lagerschienen des Auszugs- und Untersuchungsraumes sind dauergetestet von SGS für 50,000 mal. Für die zweite Baugruppe wird Bene sowohl die Belastungs- als auch die Ermüdungsversuche durchführen. Außerdem wird ein Testbericht über die Schienen bereitgestellt.

Oberflächenprüfung an Cr3 und Cr6
Bene verfügt über professionelle Laborausrüstung und Personal für die Cr3/Cr6-Prüfung, und kontrolliert streng die Genauigkeit und Präzision der Tests.
- Methode zur Analyse angesäuerter Stoffe: Bei dieser Methode werden Cr3 und Cr6 auf der Produktoberfläche zu CrO42 oxidiert- und Cr2O72- Ionen, und bestimmt dann den Gehalt durch Spektrophotometrie oder potentiometrische Titration.
- Kaliumchromat-Titrationsmethode: Bei dieser Methode wird Kaliumchromatlösung auf die Produktoberfläche gesprüht und Cr6 mit Natriumthiosulfat zu Cr3 reduziert, und anschließende Bestimmung des Cr3-Gehalts durch Silbernitrat-Titration oder potentiometrische Titration.
- Ionenchromatographie: Bei dieser Methode wird ein Ionenchromatograph zur Analyse des Cr3- und Cr6-Ionengehalts auf der Produktoberfläche verwendet.
Oberflächenprüfung der Beschichtungsdicke
Die Oberfläche der Produkte besteht aus mehreren verchromten Oberflächen, Elektrolyse, Pulverbeschichtung und Oxidation der Teile.